The global pharmaceutical machinery market is currently witnessing an unprecedented era of transformation. As health systems worldwide strive for greater resilience, the demand for sophisticated Pharmaceutical Machinery Factories & Exporters has reached a historic peak. Valued at over USD 7.5 billion in 2023, the industry is projected to grow at a CAGR of 6.5% through 2030. This growth is driven by the rise of chronic diseases, the surge in vaccine production, and the transition toward personalized medicine.
Today, a "factory" is no longer just a site of mechanical assembly; it is a center of high-tech innovation. From modular cleanroom designs to AI-driven predictive maintenance, the machinery we export is designed to meet the rigorous standards of the FDA, EMA, and WHO-GMP. Global enterprises are increasingly seeking partners who can offer not just equipment, but comprehensive ecosystem support—from initial API processing to sterile fill-finish and secondary packaging.
Countries Exported
GMP Compliance
Technical Support
Industry Experience
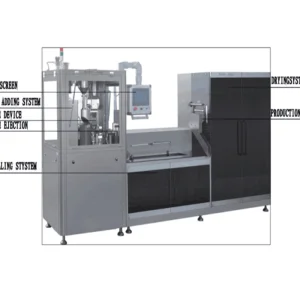
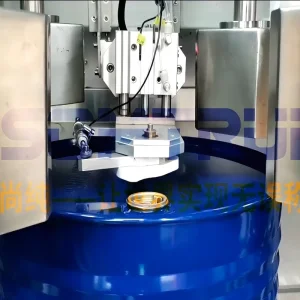
Integration of IoT sensors and robotic arms in tablet presses and filling lines to reduce human error and increase throughput.
Advanced isolator technologies and RABS (Restricted Access Barrier Systems) ensuring zero-contamination during sterile liquid filling.
Energy-efficient multi-effect distillation systems and water treatment plants designed to minimize carbon footprints and resource waste.
Suzhou Hanora Medical Supplies Co., Ltd. was founded in 2013. We are a premier sourcing company focusing on medical devices and lab equipment. We are committed to providing our clients with one-stop sourcing services, serving as their virtual office in China.
Our comprehensive services include product sourcing, price negotiation, supplier verification, factory auditing, production monitoring, lab testing, quality control, and logistics support. Having exported to more than 30 countries, we possess the deep expertise required to navigate the complex global pharmaceutical trade.
Our Promise: The prices we offer are 100% authentic factory-gate prices, and clients are always allowed to pay directly to the factories. Beyond business, we contribute 5% of our profits to charity, striving for a better world.

Global enterprises, from budding biotech startups in Europe to established generic giants in India and Southeast Asia, face unique procurement challenges. Localization is key. For instance, in regions with fluctuating power grids, we provide machinery with robust voltage stabilizers and energy-efficient distillation systems. In highly regulated markets, our focus shifts to 21 CFR Part 11 compliance and comprehensive validation documentation (IQ/OQ/PQ).
Our role as a leading Pharmaceutical Machinery Exporter is to bridge the gap between complex engineering and local application. Whether it is a high-speed milling machine for spice and herb processing or a sterile IV pouch production line for a hospital-adjacent pharmacy, we tailor the technology to the specific environmental and regulatory needs of the destination country.
Small-scale granulators and pilot-scale capsule fillers for R&D and clinical trials.
Mass-production tablet presses and automated packaging lines for global distribution.
Water purification systems and sterile filling units for customized medication and IV solutions.
For new clients, we provide free services for 3 different products with quotes within 1-2 working days.

Multiple payment options including direct factory transfers for maximum safety and transparency.
All-rounded investigation including qualification verification, history records, and on-site visits.
We dispatch representatives for on-site negotiations to secure long-term partnerships and special terms.
Expertise in OEM, ODM, sampling, and mixed-model shipments based on a rich supplier system.

Partnered with dozens of forwarders to ensure the most favorable rates across 30+ countries.

As a leading Chinese exporter, we offer a unique value proposition that combines cost-efficiency with world-class innovation. China’s manufacturing ecosystem allows for rapid prototyping and shorter lead times compared to Western counterparts. Our factories leverage massive economies of scale, allowing us to pass on savings without compromising on the quality of stainless steel (SS316L/304) or the precision of PLC control systems (Siemens/Allen-Bradley).
Furthermore, the agility of Chinese factories means we excel at customization. Whether you need a specific footprint for a restricted cleanroom space or custom-integrated software for your ERP system, our engineering teams are equipped to deliver tailored solutions that European manufacturers might find too "niche."
The manufacturing of pharmaceutical machinery requires an uncompromising commitment to detail. At our partner factories, we emphasize the following technical aspects to ensure our machinery remains the gold standard for global exporters:
In conclusion, the journey from a raw API to a finished, packaged medication is complex. By choosing the right Pharmaceutical Machinery Factory & Exporter, you are investing in the reliability of your production line, the safety of your end-users, and the future of your pharmaceutical enterprise.苏州 Hanora Medical stands ready as your trusted gateway to China's most advanced pharmaceutical engineering solutions.